One of the most important factors in the long-term success of fully implant-supported overdenture is passive fitting of the metal substructure of the attachment assembly over the supporting implants or supporting abutments. An ill-fitting substructure will cause excessive stress on the supporting implants, which eventually will cause crestal bone loss. Another common problem caused by an ill-fitting metal substructure is breakage of retaining screws or abutments, and in the most severe case, the implant itself can be fractured.
The most common method to verify the passive fit of the metal substructure is the Sheffield test.
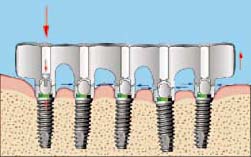
In order to perform this test, the metal substructure/bar should be inserted over the supporting implants or abutments. Then the most distal retaining screw should be tightened and the rest of the retaining screw should be kept out. If a gap appears between the remaining supporting implants or supporting abutments and the metal substructure, it indicates that the metal framework does not fit passively. Tightening the remaining retaining screws in an ill-fitting metal substructure will cause unwanted strain to the supporting implants.
Sheffield Test
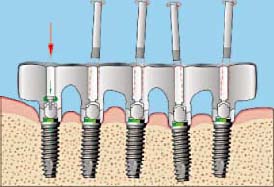
1. Only one of the terminal retaining screws is tightened before spark erosion and milling of the metal substructure (Figure 7.1).
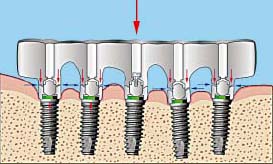
2. Remove the terminal screw, which was used in Step 1 and then tighten only a middle retaining screw before spark erosion and milling of the metal substructure (Figure 7.2).
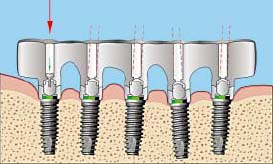
4. After finishing the spark erosion process but before milling the screw access holes of the metal substructure, tighten only one of the terminal retaining screws to verify the passive fit of the metal substructure (Figure 7.4).
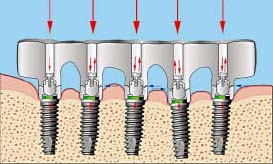
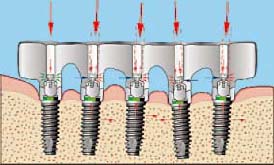
5. After finishing the spark erosion process, if all of the retaining screws are tightened without milling the screw access holes, there will be a load concentration throughout the retaining screws (Figure 7.5).
Each screw access hole should be milled exactly with the trajectory of the supporting implant, as described in the following steps:
Mount the master cast on the cast holder of the milling machine. Screw a guide sleeve over one of the terminal implants. Insert a guide pin into the drill holder of the milling machine (Figure 7.7).
Insert the guide pin completely into the guide sleeve. Tighten the stabilizing screw of the cast holder’s ball joint to lock the appropriate position of the master cast for the milling process (Figure 7.9).
Replace the guide pin with an end-cutting carbide bur. Verify the milling position by lowering the carbide bur until it reaches the guide sleeve. This position should be considered as position zero for the milling machine and used to adjust the milling depth (Figure 7.10).
Screw the metal substructure firmly over the supporting implants. Insert the carbide bur into the first screw access hole and start the milling process at the appropriate depth. The milling depth can be adjusted by changing the measurements on the milling machine’s micrometer (Figure 7.11).
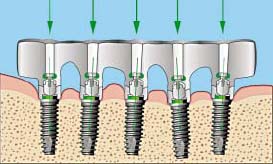
7. When the spark erosion process and milling of the screw access holes is complete, tighten all of the retaining screws. The supra-structure has a perfect passive fit with no load concentration on the retaining screws (Figure 7.12).
Dimensional changes after porcelain veneering in cases of fixed bridges
One way to achieve a passive fit in the metal substructure is to make the substructure in multiple segments, connect these pieces in the patient’s mouth, and make an index of the whole piece. Use the index to solder or weld all of the pieces together. This step can also lead to new inaccuracies. In some fully implant-supported fixed denture designs, porcelain is applied to the metal substructure. The shrinkage of the porcelain during firing introduces some stress to the metal substructure, which can ultimately cause an ill fit again.
All of the discrepancies resulting from the above laboratory techniques can be corrected after fabrication of the metal substructure by utilizing the SAE Secotec spark erosion technique (Figure 7.13). Günter Rübeling introduced this technique to the field of implant dentistry in the mid 1990s.
The spark erosion process creates a short-circuit electrical field between the electrodes, which are similar to and interchangeable with lab analogs and the metal substructure. This process erodes very small metal particles from the inside of the metal substructure, starting from the areas that first come into contact with the lab analogs. The process is continued until all of the premature contacts are spark-eroded and the whole metal substructure has a 360-degree passive contact with the prosthetic table of lab analogs. This technique can be used for any electro-conductive metal.
Clinical Steps
1. Insert the pick-up impression copings into the implants (Figure 7.14).
2. Make the pick-up impression with a rigid impressing material such as polyether or rigid vinyl polysiloxane. Always use a custom tray; avoid using a stock tray, because it will contribute to inaccuracy (Figure 7.15).
3. After completion of laboratory steps 1, 2 and 3 (presented following these clinical steps) the dentists receive an acrylic assembly with matching impression copings embedded in it and the selected original implant abutments.
4. Install the abutments from the model into the implants (Figure 7.16).
5. Insert the acrylic assembly in the patient mouth over the supporting implant abutments and perform the Sheffield test to verify the passive fit of the assembly.
6. If the assembly does not fit passively, cut the acrylic joints near the ill-fitting coping with a thin diamond disk to make sure all of the copings are fitting passively (Figure 7.17).
7. Reconnect all of the sliced acrylic pieces with pattern resin in the mouth.
8. Use a custom tray and a rigid impression material such as polyether to make the final master impression (Figure 7.18). After this step, send the impression to the lab. The technician should continue the laboratory procedures from Step 4.
9. After completion of laboratory Step 12 and receiving the wax record base, screw the record base into the supporting implant abutments and register vertical dimension as well as centric relation. Send the record to the lab for denture teeth setup.
Laboratory Steps
1. Screw the matching lab analogs of the implant system (the Ankylos implant system is shown in Figure 7.19), which has been utilized into the impression copings. Apply a soft tissue model material around the impression copings and their junctions with lab analogs. Use a class IV die stone to pour the impression.
2. Choose the final abutments and fix them in the lab analogs (Figure 7.20). Then choose the corresponding impression copings and screw them over the abutments on the first master model. Link all of the impression copings with self-curing resin (e.g. GC pattern resin). After the completion of polymerization, section the acrylic joints with a thin diamond disk.
3. Without unscrewing the impression copings from the cast, reconnect the acrylic pieces with pattern resin and leave the acrylic assembly for 12 hours (Figure 7.21). This step minimizes the strain generated from shrinkage of the pattern resin. After this step send the acrylic assembly to the dentist for intraoral try in.
4. Choose corresponding spark erosion implant abutment analogs with the patient’s implants. The heads of these analogs are identical to the abutments made by implant manufactures, but the bottom portion is different. The bottom of the spark erosion implant abutment analog is threaded so the analog can be screwed into an electroconducting copper sleeve (
Only gold members can continue reading. Log In or Register to continue